
Ceci est une ancienne révision du document !
Table des matières
Fraiseuse CNC (40x60)
")
 : Changer la photo
: Changer la photo
La fraiseuse CNC disponible au TyFab a été acquise et modifiée par les membres. Elle dispose d'une surface de travail de 400*600 mm et un débattement en Z de ~59mm et nous permet d'usiner bois, plastiques et métaux tendres.
Fiche signalétique
- Nom : Fraiseuse CNC (40×60)
- Lieu : Cave
- Statut : À sécuriser
- Propriétaire : Stéphane/Bernt/Arthur/David/Antony/Julie/Jessica/Hervé
- Responsable technique :
- Machine :
- Réseau : 192.168.1.58
- Système d'exploitation : Smoothieware
- Version du système d'exploitation :
- Fichier de configuration :
- Alimentation primaire: 230V
- Type : Fraiseuse CNC
- Fabricant : / Modifié TyFab
- Modèle : na
- Numéro de série : na
- Date d'achat : 2013-02
Consignes de sécurité


 WMvt
WMvt
- Porter des lunettes de protection.
- Éviter de porter des vêtements amples qui pourraient se coincer dans la machine et retrousser les manches si besoin.
- Attacher correctement les cheveux longs.
- Porter une protection auditive est fortement recommandé.
- S'assurer qu'il n'y ai plus d'outils de réglage (clés, tournevis,…) sur la machine avant de la lancer.
- Ne jamais approcher ses mains d'une pièce en mouvement.
A Faire
- Notice technique à proximité du poste de travail
- : réglages et fichier de conf.
- : Faire un boîtier pour l’électronique :
- À Faire : Ajouter un Arrêt d'Urgence pour couper toute l'alimentation (sans passer par la carte de contrôle).
- À Faire : isoler la cuve de refroidissement
- À Faire : Mise à la terre
- À Faire : Mise en réseau
Autre
- Évolution possible : un port parallèle pour utilisation LinuxCNC avec switch
- Évolution possible : Ajouter des end-stop
- Évolution possible : Contrôle de la broche par la smoothie
Maintenance
Maintenance régulière
- Vérifier régulièrement l'état des câbles (notamment au niveau du moteur de broche)
- Vérifier régulièrement la propreté de l'eau de refroidissement, la changer si nécessaire
- Vérifier l'état de propreté du circuit d'air et d'huile du diffuseur.
- Vérifier l'état de propreté des glissières sur les différents axes
- Huiler si nécessaire les glissières
Opérations effectués
2016-2017 : Fabrication d'un meuble-boîtier
mai 2018 : upgrade du circuit de refroidissement
Tutoriel d'utilisation
Avertissement
ATTENTION : tout le contenu de cette documentation est conçu comme un aide-mémoire pour les personnes sachant utiliser la fraiseuse. Elle ne dispense en aucun cas d'une formation à l'utilisation de la machine auprès d'un personne compétente.
Chacun reste responsable de son utilisation des machines du FabLab et doit s'assurer de prendre toutes les précautions nécessaires.
De plus ce document n'est qu'un survol rapide des possibilités, il est fortement recommandé d'approfondir les options disponibles et de se documenter sur les pratiques de l'usinage par fraisage et sur le Gcode.
Préparation du Gcode
On supposera ici l'utilisation de CamBam (manuel), le logiciel de génération de Gcode disponible au TyFab.
A chaque étape, prendre soin de travailler un millimètres et non en pouces…
Dessin
Importer un fichier .dxf ou dessiner directement l'objet 2D souhaité dans CamBam.
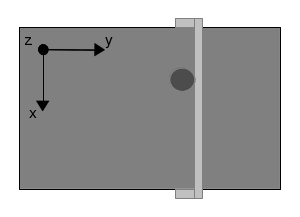
Positionner le dessin en prenant compte de l'orientation des axes sur la fraiseuse (cf. schéma ci-après)
Une fois le dessin terminé, joindre l'ensemble des éléments (“Ctrl + J” ou menu “Edition>Joindre”) en indiquant une tolérance de jointure de 0.1 afin de créer des formes Polylignes fermées.
Chaque Polyligne pourra ainsi être ajoutée à une opération d'usinage.
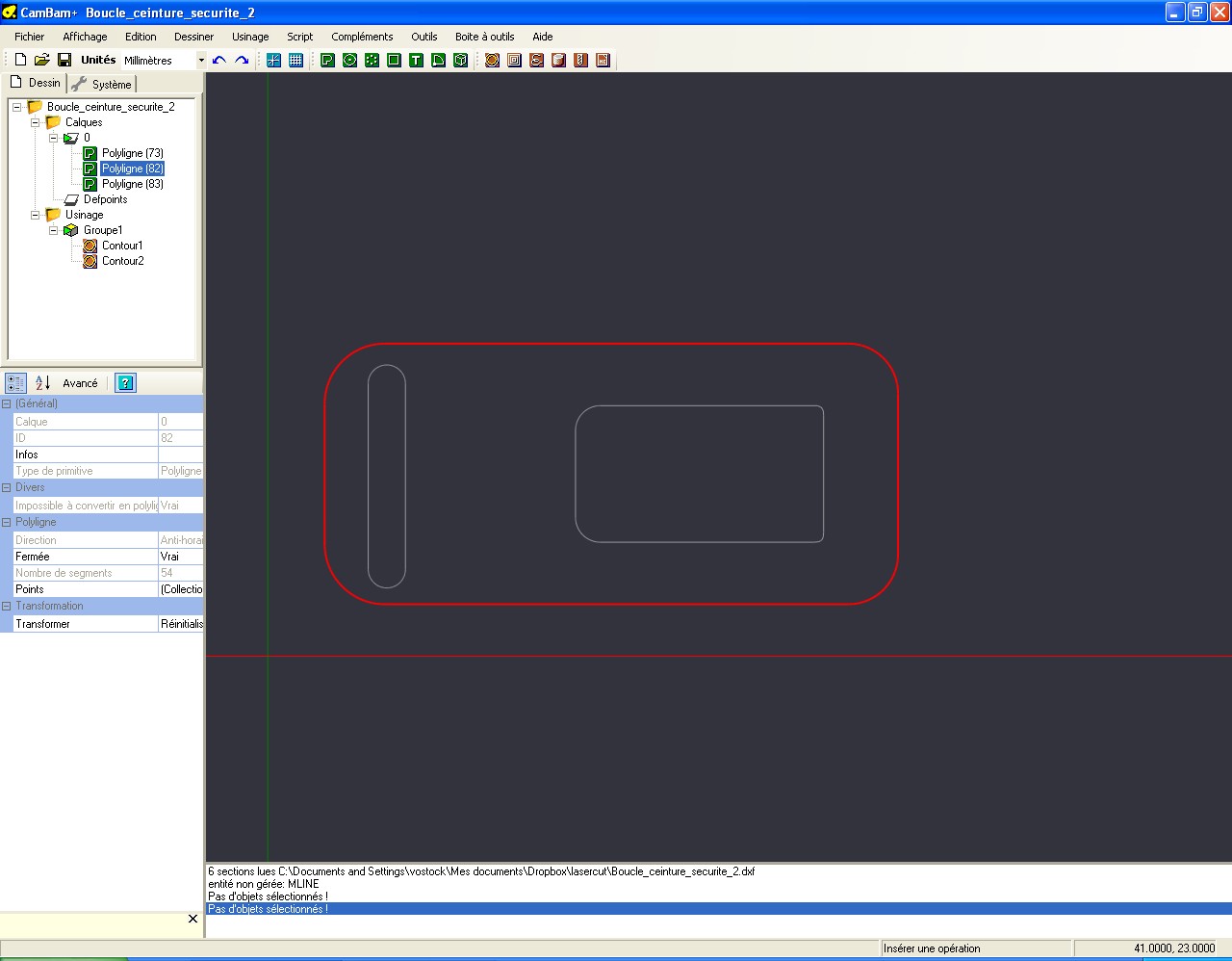 Sélectionner le contour extérieur de la pièce puis utiliser le menu “Usinage>Contour” pour créer une nouvelle opération d'usinage.
Sélectionner le contour extérieur de la pièce puis utiliser le menu “Usinage>Contour” pour créer une nouvelle opération d'usinage.
Les opérations d'usinage apparaissent dans l'arbre sur la gauche de l'écran, et les propriétés que nous allons éditer maintenant apparaissent en dessous.
Sélectionner l'usinage à configurer et cliquer sur le bouton “Avancé” afin d'afficher l'ensemble des propriétés.
Il est possible d'ajouter des Polylignes à l'opération courante en éditant la propriété “Primitive IDs” et en sélectionnant l'ensemble des esquisses que l'on souhaite usiner.
Paramètres d'usinage
Afin de définir les paramètre d'usinage à renseigner dans CamBam nous allons utiliser le calculateur suivant : http://zero-divide.net/?page=fswizard.
Nous disposons des informations concernant l'outil (nombre de dents, matériaux, diamètre,…) et concernant la pièce à usiner (matière, épaisseur,…). Ce calculateur va permettre de déterminer ceux qu'ils nous manque (vitesse d'avance, incrément de passe, …)
Pour cela compléter le calculateur avec toutes les informations disponibles en pensant à passer les unités en millimètres :
- Workpiece Material: Matériau à usiner
- Tool Type: Type d'outil (Solid End Mill en général)
- Tool Material: Matériau de l'outil (HSS pour Acier Rapide, …)
- Coating: Revêtement de l'outil
- Tip Dia: Diamètre de l'outil
- N# of Flutes: Nombre de flutes ou dents de l'outils
- Length: Longueur de l'outil
- Max RPM: Vitesse de rotation du moteur de broche (24 000 tr/min)
On récupère ainsi la vitesse d'avance à utiliser (Champ “Feed”). Sachant que la vitesse d'avance maximum de la fraiseuse du TyFab est de 2 000 mm/min. On peut ajuster le champ DOC (profondeur de passe) pour faire varier la valeur du champ feed et ainsi optimiser ces paramètres d'usinage.
De retour sur CamBam, nous allons donc remplir pour chaque opération d'usinage :
- Primitives IDs (ID Primitives en français) : les esquisses concernées par l'opération.
- Inside/Outside (Intérieur/Extérieur) : si l'on souhaite que l'outil passe à l'intérieur ou à l'extérieur de l'esquisse (pour faire le détourage ou des perçages/ouvertures).
- Clearance Plane (Plan de dégagement) : la hauteur à laquelle remonte l'outil pour les déplacements entre les usinages
- Depth Increment (Incrément de passe) : la profondeur dont plongera l'outil à chaque nouveau passage.
- Final Depth Increment (Incrément dernière passe) : la profondeur dont plongera l'outil à son dernier passage.
- Target Depth (profondeur finale) : Objectif de profondeur, correspond à l'épaisseur de la pièce à usiner plus quelques dixièmes de millimètres si on souhaite la traverser.
- Cut Feedrate (Vitesse d'avance) : Vitesse de déplacement horizontale de l'outil.
- Plunge Feedrate (Vitesse d'avance en plongée) : Vitesse de déplacement verticale (en plongée) de l'outil.
- Corner Overcut (Dégagement des angles) : permet de dégager les angles droits de l'esquisse avec un outil de section circulaire.
- Tool diameter (Diamètre de l'outil) :
Les autres paramètres permettrons un réglage plus fin, mais ne sont pas indispensables (même s'il serait intelligent d'en tenir compte pour un meilleur état de surface des usinages et la préservation de l'outil)
Holding Tabs (Gestion des attaches) :
Cette section des paramètres permet de définir les propriétés des attaches qui vont rester non-usinées pour que la pièce usinée reste attachée à la matière brute jusqu'à la fin de l'usinage. Cela permet d'éviter que la pièce ne se détache du plateau de la fraiseuse et n'aille blesser l'opérateur ou endommager l'outil.
Prendre bien soin de correctement paramétrer cette section pour éviter toute mauvaise surprise.
Génération du Gcode
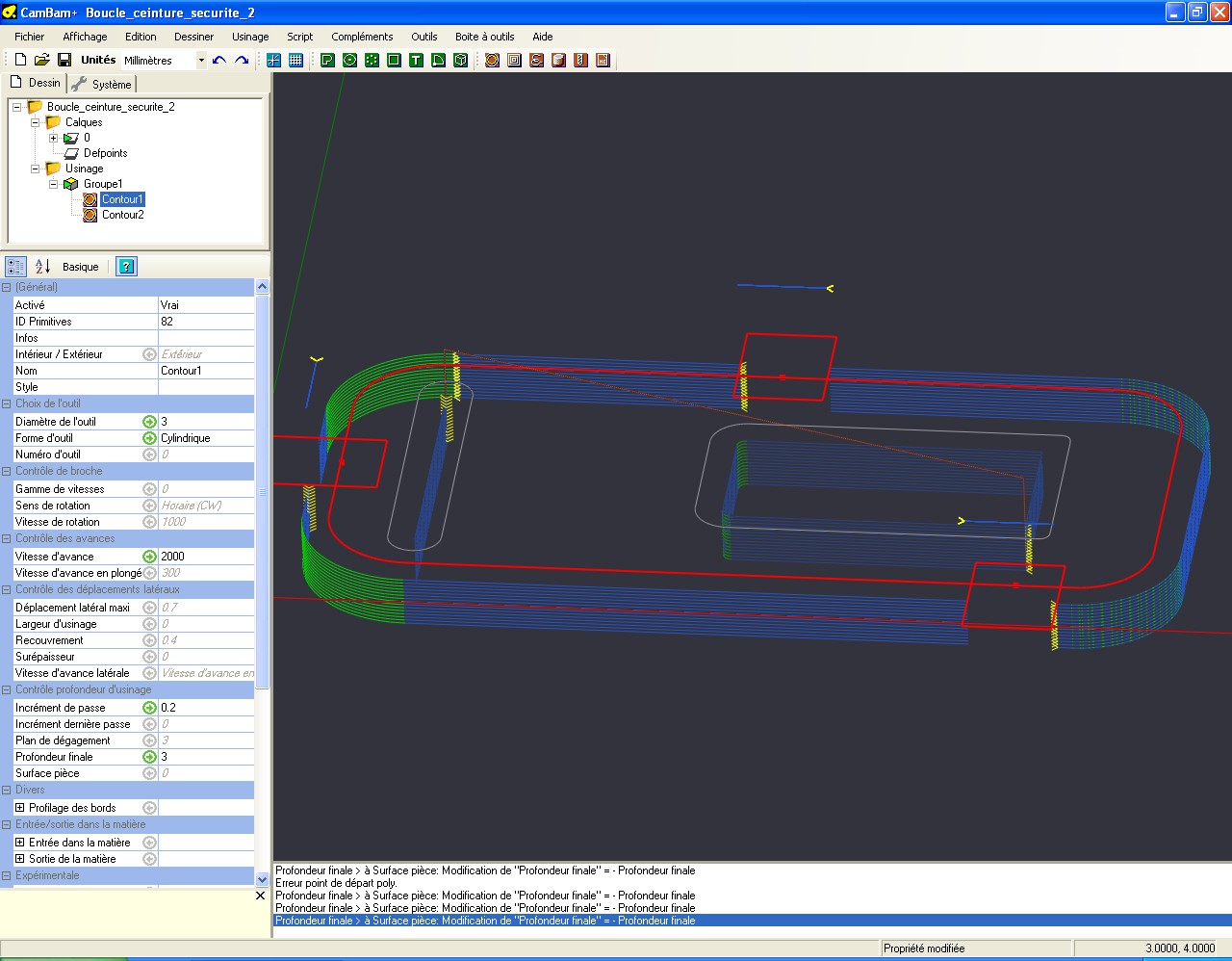
Une fois les opérations d'usinages paramétrées, il est maintenant possible de générer les trajectoires d'outil. Pour cela sélectionner le dossier usinage de l'arbre des opérations puis générer les parcours d'outil (menu “Usinage>Générer les parcours d'outil”, “Ctrl+T” ou “clic droit>Générer les parcours d'outil”).
Une fois cette opération réalisée, il est possible de visualiser les trajectoires que prendra l'outil. Pour cela appuyer sur la touche “Alt Gr” et déplacer la vue à l'aide d'un clic gauche de la souris.
Il ne reste plus qu'à générer le Gcode qui pourra ensuite être fourni à la fraiseuse pour réaliser l'usinage. Pour cela sélectionner le dossier usinage de l'arbre des opérations puis “clic droit>Créer le fichier GCode” (ou menu “Usinage>Créer le fichier GCode” ou “Ctrl+W”) puis enregistrer le fichier à l'endroit souhaité.
Un bon moyen de vérifier son Gcode est de le charger dans le logiciel OpenSCAM qui va permettre de simuler l'usinage et donc de vérifier une première fois que tout se passe correctement.
Préparation de la Fraiseuse
Fixer la pièce à usiner sur le plateau de la fraiseuse. Si l'usinage doit traverser la pièce, ne pas oublier d'utiliser un martyr pour ne pas endommager le plateau de la fraiseuse.
 Placer le fichier Gcode sur la carte SD de la SmoothieBoard contrôlant la fraiseuse.
Placer le fichier Gcode sur la carte SD de la SmoothieBoard contrôlant la fraiseuse.
Insérer la fraise souhaitée dans le mandrin de la fraiseuse.
Usinage
Alimenter la fraiseuse et déplacer la broche vers la position d'origine souhaitée en utilisant la commande G1
G1 X.. Y..
Ajuster l'axe Z pour que l'outil effleure la pièce à usiner.
Utiliser la commande G92 pour définir la position actuelle comme origine :
G92 X0 Y0 Z0
Lancer le compresseur pour l'évacuation des copeaux et l'apport d'huile de coupe si besoin.
Lancer le moteur de broche en appuyant sur le bouton RUN (On l'arrête évidemment avec le bouton STOP).

Il est recommandé de tester une première fois l'usinage dans le vide (Z élevé au dessus du plateau) afin de repérer les éventuels problèmes et ainsi éviter d'endommager l'outil, la pièce ou même la machine.
En cas de problème, il est possible d'interrompre l'usinage par la commande “abort”, ou tout simplement en coupant l'alimentation électrique de la fraiseuse (un bouton d'arrêt d'urgence devrait bientôt être mis en place)
Pour lancer l'usinage :
play /sd/dir/mon_fichier.gcode
Bien vérifier que l'on indique le chemin absolu et non relatif vers le fichier, les commandes ls et pwd sont disponibles sur la SmoothieBoard pour repérer l'emplacement de son fichier.
Formations
Guide et pense bête
Projets
Pour lister les projets utilisant cette machine